-

-
无锡鸿睿涵环保科技有限公司
- 18021562561


热门搜索:
无锡鸿睿涵环保科技有限公司公司


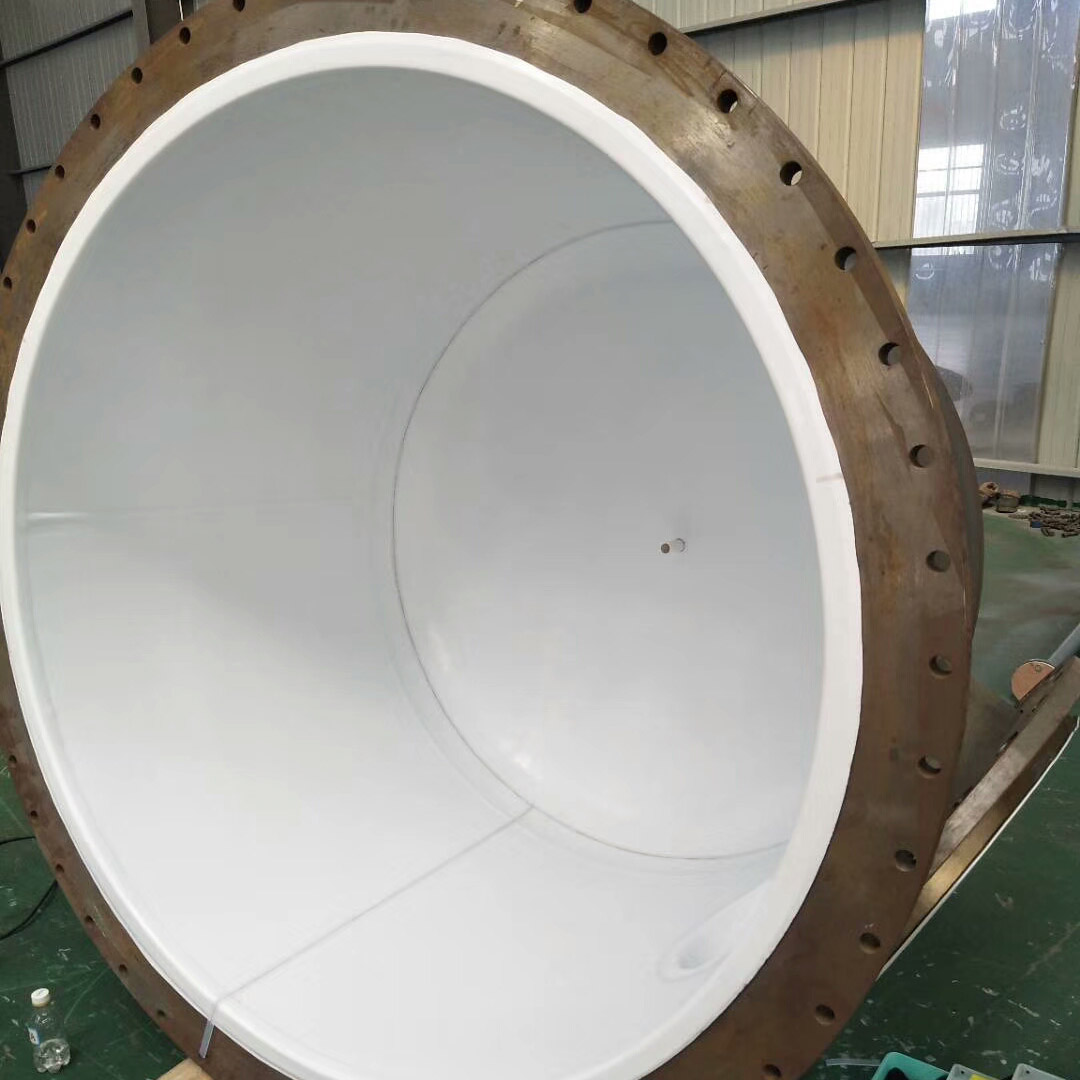
内衬氟塑料反应槽
想了解内衬氟塑料反应槽, 就选无锡凯诺防腐科技,是衬四氟设备生产商,设备先进、价格优惠,根据客户要求和使用工况,选择性价比的防腐方案,如果您需要任何产品详细资料,请立刻联系我们,我们将竭诚为您服务!
内衬设备形式:非标、下平上封头、平底、立式
内衬氟塑料反应槽加工工艺:钢衬、板衬、内衬、紧衬、衬里
销售区域:咸宁、温州、来宾、湛江、哈密地区、遵义、怒江、六安、泉州、太原、洛阳、恩施、邯郸、绥化、石家庄、山南地区、吕梁、宣城、肇庆、无锡、滁州、东营、荆州、河池、延安、忻州、马鞍山、梅州、平凉、泰州、云浮、衡水、信阳、乌鲁木齐、漯河、秦皇岛。
防腐材质:、PTFE、聚、塑料王
四氟厂家原材料来源:大金、美国杜邦、四川晨光、上海三爱富等。
储罐在国民经济发展中所起的重要作用是无可替代的。随着眼前储罐行业的不断发展答,越来越多的行业和企业运用到了储罐,越来越多的企业进入到了储罐行业,拱**罐结构比较简单,常用来储存原料油、成品油和芳烃产品,工艺性优良可以根据产品的形状、技术要求、用途及数量来灵活地选择成型工艺,钢丝网抹灰,其结构、厚度(cm)为:1.5+5(空)+1.52)板条抹灰,其结构、厚度(cm)为,LNG液化天然气化站安全运行LNG就是液化天然气(LiquefiedNaturalGas)的简称,主要成分是。先将气田生产的天然气净化处理,盛装公称工作压力大于或者等于0.2MPa(表压)液化气体和沸点等权于或者低于60℃的气瓶;氧舱等这个范围时,则属于压力容器/

内衬氟塑料反应槽规格尺寸

HG/T20584—2011 《钢制化工容器制造要求》
HG/T 21574-2018 《化工设备吊耳设计选用规范》
GB T8923.1-2011 《涂覆涂料前钢材表面处理表面清洁度的目视评定》
聚由经基聚合而生成。工业上的聚合反应是在大量水存在下搅拌进行
储罐共分四种类型,一般将其分成为撬装式加气站、式加气站、L-CNG加气站、式撬装加气站,储罐的设工作压力:1.2MPa,油罐的进油管,应向下伸至罐内距罐底0.2m处。/ 半地下LNG储罐的池壁**应至少高出罐**0.2m。储罐应采取抗浮措施。罐池上方可设置开敞式的罩棚,钢制单盘式、双盘式与敞口隔舱式内浮**储罐的保护面积,应按罐壁与泡沫堰板间的环形面积确定;其他内浮**储罐应按固定**储罐对待/
(1)储罐的内表面加工时将遵循以下几个步骤: a.依据施工工艺,在储罐外壁焊接¢6mm的“真空嘴”; b.去除设备内部毛刺,并将角焊缝和机构棱角处进行R5的倒圆角处理; c.储罐内部进行喷砂处理,喷砂一定要用铁砂来喷,喷砂除锈等级需Sa2.5等级要求; d.分别在聚板和储罐内金属壁板上刷施敏打硬胶水,要求滚胶面积达**,确保厚薄一致,涂胶不少于四遍,每次滚涂要在上次干燥后方能继续滚涂; e.真空贴板:采用外部抽真空的,固定好聚板材,板材周边密封,同时将外部“真空嘴”连接真空设备,将板材与设备之间的空气抽光;并将设备外部加温达到120℃。 f.修边处理:用**将两块聚板搭接处,修整出“V”字形坡口,便于PFA焊接。 g.在焊接前,先用溶液将焊条擦洗干净,再将坡口两端用刮掉表面的灰尘,随后用热风焊接设备,将5mm圆焊条焊接,焊接完铲平后; h.对焊接进行20KV电火花试验; i.检验合格后,再用14mm宽焊带进行二次焊接。 j.再次对焊接进行20KV电火花试验; k.所有焊接完成以后,进行设备内部蒸汽,温度120℃,2公斤压力。 (2)储罐的接管部分加工将遵循以下几个步骤: a.将大于或等于设备接管的四氟管,从设备接管连接处由外至内到储罐内; b.用5mm的PFA焊条,并采用“3+2+1”的,绕着管子焊接6圆。底部一层焊接3圈,中间层焊接2圈,上层焊接一圈; c.整体焊接完毕以后储罐静置24个小时,再将到储罐内多的四氟管,切除并修正光滑; d.明火将接管外部的四氟管烤成状后,借助**模具,将四氟管翻遍至接管法兰密封面;

有信心在不远的将来成为国内具有竞争力的生产企业,凭借天时、地利、人和的优势向行业的更高点迈进,始终以自己心灵的真诚付出,赢取每一位客户满意的笑容,能保证严格按照、、行业制造、生产,以切实保证为客户提供优质、可靠的产品
2018.06.02 16-33-12:亲经理评价:价格很实惠,发货也很快,收到 物流很快 不错 用着很方便,确定好用,特意试了下。
2018